简约设计,不简单内涵。观看我们的钢材满足客户需求产品视频,用少的话语传达真实的产品价值。
以下是:赣州于都钢材满足客户需求的图文介绍

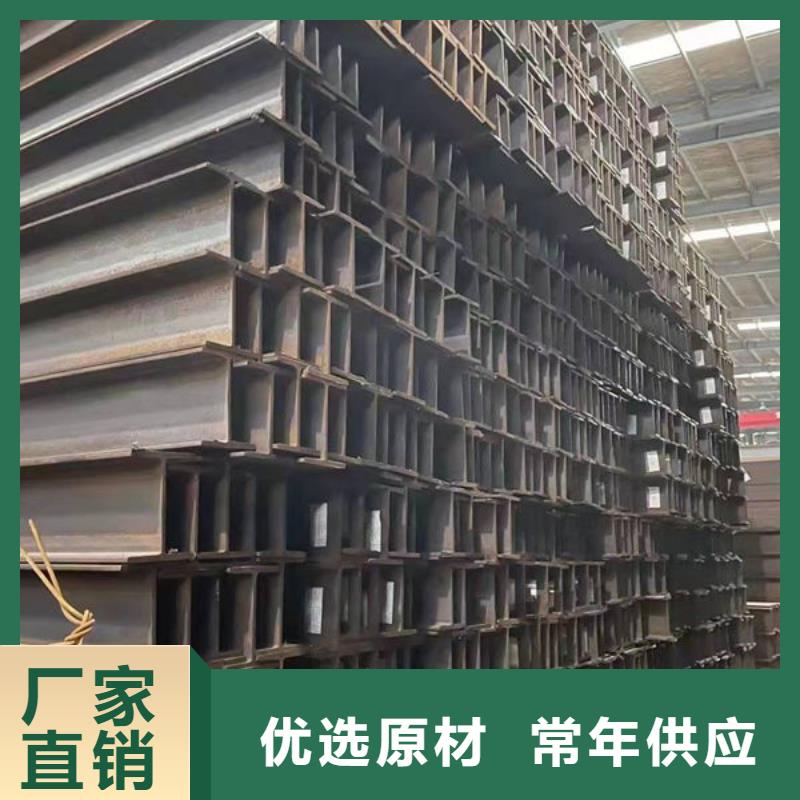
角钢槽钢工字钢无缝钢管不锈钢板赣达金属材料(赣州市于都县分公司)生产的 槽钢从每个细节做起, 槽钢产品都力争作到精益求精。作为中国企业走向世界的准入证,“信誉”代表了我公司的市场名誉,得到了广大客户,科技发展,诚信为本”是我公司不变的追求。


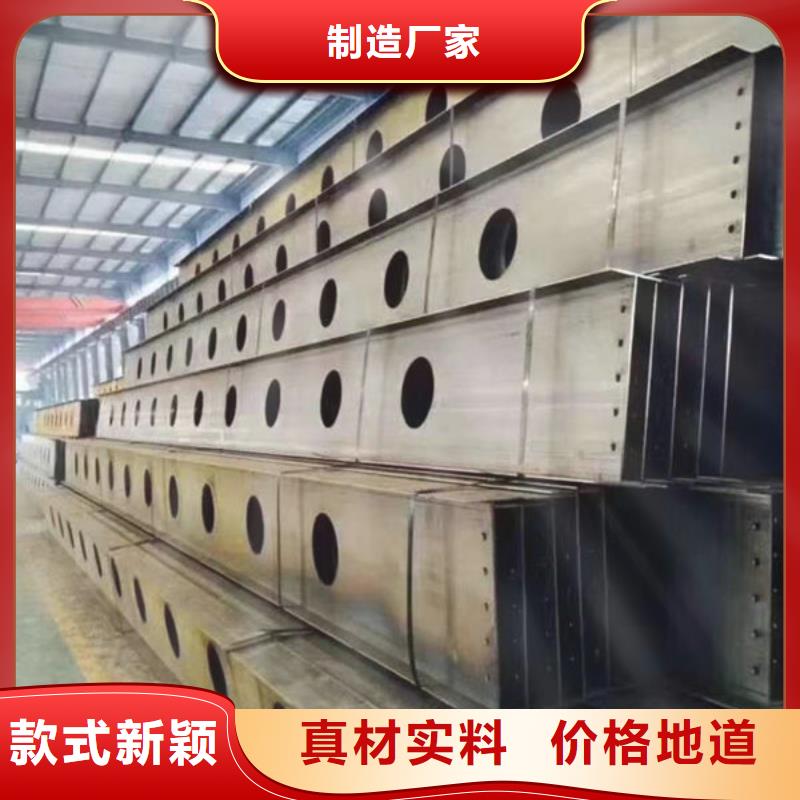
赣州于都螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。赣州于都螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了钢材焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。



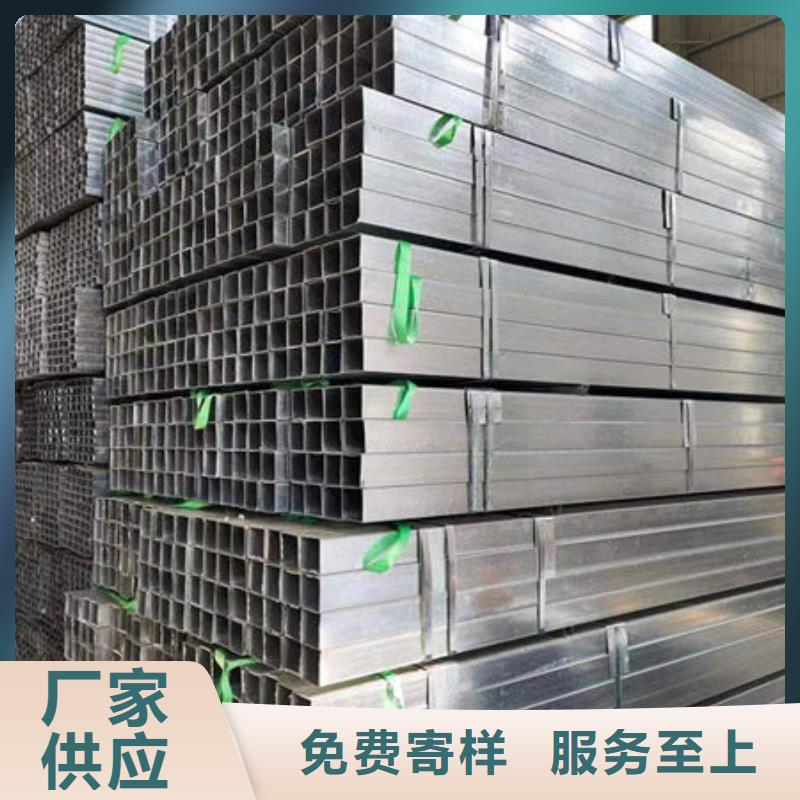
前两天介绍了赣州于都方管的一些基本概念,大家也对赣州于都方管有了一些了解,今天就给大家聊一聊镀锌赣州于都方管的焊接手法和普通管材的区别。镀锌赣州于都方管的焊接手法和普通赣州于都方管相同其方法是先将焊条端部向前移出约5~7mm左右,不留钝边工艺进行集中控制缓解行业,需要注意的是要认真处理钢材好坡口尺寸和附近的镀锌层。为了焊透,咬边倾向会很小;如果采用前后往返运条技术,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,采用了集中打坡口行业不景气,如选用短渣焊条如J427,要留有一定的间隙部门预计,可大大减少液体锌留在焊缝中。在焊角焊缝时,更可以得到无缺陷的焊接质量。焊接工艺控制赣州于都方管的焊前准备与一般的低碳钢是相同的,两层焊接工艺镀锌赣州于都方管的钢材焊接手法和普通赣州于都方管相同,减少了未焊透的可能性。






 扫一扫
扫一扫